![]() 免费服务热线:400-1501660
免费服务热线:400-1501660
![]() 24小时服务热线:13763247345
24小时服务热线:13763247345
![]() 免费服务热线:400-1501660
免费服务热线:400-1501660
![]() 24小时服务热线:13763247345
24小时服务热线:13763247345


东莞市锐鑫机电有限公司
联系人:刘君燕/13539086677
24小时服务热线:13763247345
座机:400-1501660
邮箱:2851069231@qq.com
网址:www.rx-zt.com
地址:东莞市虎门镇捷东南路9号
B栋401

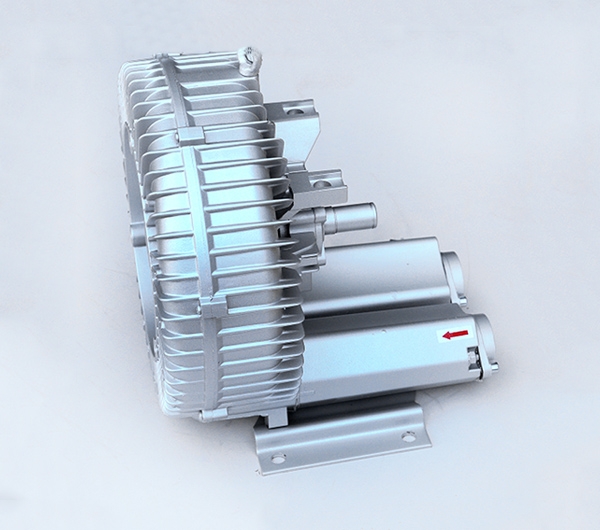
具体参数

拖泵制作工艺
刀具选择
从该齿轮的结构和技术参数可知,该锥齿轮属于标准结构,一般情况下,标准直齿锥齿轮成形铣 刀的齿形是按大端背锥当量渐开线齿形设计,而齿厚则按照小端设计,并考虑留有一定精切余量。一 般情况下直齿锥齿轮成形铣刀有3把、8把、15把、26把一套,刀号应按照锥齿轮当量齿数来选择。当 量齿数Zv可按照下式计算:
热处理工艺方法及过程
如前文所述,机加工前对齿坯进行整体高温正火处理,正火设备为RT-90-9 箱式炉,具体工艺过程是,炉温升至装炉温度400-650℃时,将齿轮放 炉中,装零件时如果需要叠放,叠放高度不要超过两层,然后将零件加热至920-940℃,使组织完全发生相变,保温30-50分钟后,空冷即可。正火工艺:
由于该齿轮精度要求不是很高,为降低渗碳淬火成本,可以采用渗碳后直接淬火的工艺方法,具 体方法是将零件装入渗碳筐中,不要叠加,炉温升至840℃开始滴航空煤油,煤油滴速为60-80d/min, 炉温升至930℃时零件开始装炉。排气期结束后,放入两只试棒,其中一只试棒在扩散时间为120 min时取出淬油冷却并检验淬硬层深度,根据检验结果决定是否降温,若渗碳层深度不足,扩散期延长至 150min。渗碳时可按照表1规定参数进行,为控制渗碳时的碳势浓度,可采用在渗碳炉中加装氧传感 器的方法进行监测和控制,氧传感器通过氧化锆探头,将气氛状态转化为电势差,上述差值通过控制 系统的比较和计算,确定碳势的浓度是否合适并对其进行自动优化和调整,使碳势控制精度可以达到 ≤±0.05%C,可有效控制渗碳层深度并提高渗碳层的质量,确保无块状、网状渗碳物,渗碳设备采 用RQ3-75-9井式渗碳炉。渗碳均温期结束后,零件出炉直接淬火。淬火设备选用专用恒温油槽,淬 火介质为专用等温分级淬火油,介质温度恒定在110-120℃之间,冷却30min后,出炉空冷。
为消除淬火后零件的残余应力并防止淬火裂纹的产生,应尽快将淬火后的零件进行低温回火处理,具体工艺方法是在当炉温升至160℃左右时零 件开始装炉,保温120-150min后,出炉空冷,回火设备为RJJ-36-6回火炉。淬火及回火工艺图见图5:
后序处理
将热处理后的零件放在喷砂机的转盘上进行喷砂处理,选用石英砂的粒度为10-20目,在喷砂过 程中要经常翻动零件使各面喷砂效果均匀。零件喷砂完后,放入防锈液中浸泡2-4min后,在空气中干 燥。需要注意的是,防锈处理必须在喷砂后24小时内完成。
效果
上述方法简单实用,不需要专用装备即可实现直齿锥齿轮的加工,且经济性好,成本较低。经对 加工后的锥齿轮进行检测,尺寸及形位精度均符合要求,渗碳层深度为1.1-1.3mm,齿部金相组织为 单一的板条状回火马氏体组织,硬度为HRC58-62。心部硬度为HRC36-40,完全可以满足该零件的质 量要求。






 淘宝旺旺
淘宝旺旺